|
Документ показан в сокращенном демонстрационном режиме!
|
|
|
Получить полный доступ к документу
|
|
|
|
|
|
|
|
Для того, чтобы получить текст документа, вам нужно ввести логин и пароль.
Если у вас нет логина и пароля, зарегистрируйтесь.
|
|
|
|
|
|
|
|
|
|
|
 | ВНИМАНИЕ! Услуга для абонентов NEO, Tele2 временно недоступна |
| ВНИМАНИЕ! Услуга для абонентов Beeline, NEO, Tele2 временно недоступна |
Блок «Бизнес - справки» - это информация более чем о 40 000 организациях Казахстана (адреса, телефоны, реквизиты и т.д.), в которых представлены государственные органы и коммерческие предприятия Казахстана.
Доступ к блоку «Бизнес-Справки» вы можете получить следующими способами:
Перед отправкой SMS сообщения ознакомьтесь с
условиями предоставления услуги. Внимание! Платежи принимаются только с номеров, оформленных на физ.лицо. Услуга доступна для абонентов Актив, Кселл и Билайн.

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МЕТАЛЛОПРОДУКЦИЯ
Методы измерения отклонений формы
Metal products.
Methods of measuring form variations
ГОСТ 26877-91
Взамен введен ГОСТ 26877-2008
Содержание
1. Средства измерения
2. Подготовка к измерению
3. Проведение измерений
Приложение 1 (обязательное). Термины и пояснения отклонений формы металлопродукции
Приложение 2 (обязательное). Перечень стандартизованных средств измерений
Приложение 3 (рекомендуемое). Нестандартизованные автоматические средства измерения (НСИ) отклонений формы
Приложение 4 (рекомендуемое). Методика контроля притупления углов проката
Настоящий стандарт устанавливает методы измерения отклонений, формы блюмов, слябов, листов, ленты, полосы, рулона, прутков, труб, профилей горячекатаных и гнутых, катанки и проволоки из черных и цветных металлов и сплавов.
Термины и пояснения отклонений формы металлопродукции приведены в приложении 1.
1. СРЕДСТВА ИЗМЕРЕНИЯ
Для измерения отклонений формы применяют стандартизированные ручные средства измерения, приведенные в приложении 2, а также нестандартизованные автоматические, приведенные в приложении 3.
Допускается применять другие средства измерения, прошедшие госиспытания или метрологическую аттестацию в органах государственных или ведомственных служб и удовлетворяющие по точности требованиям настоящего стандарта.
2. ПОДГОТОВКА К ИЗМЕРЕНИЮ
2.1. Для измерения отклонения формы металлопродукцию укладывают на плоскую поверхность, например поверочную плиту или стеллаж.
2.2. Металлопродукция на плоскости должна лежать свободно без воздействия каких-либо внешних сил, например, нажима, натяжения, кручения, если в стандартах на конкретный вид проката не установлены другие требования.
3. ПРОВЕДЕНИЕ ИЗМЕРЕНИЙ
3.1. Отклонения от плоскостности и прямолинейности измеряют на всей длине металлопродукции или на длине 1000 мм, если в стандартах на конкретный вид проката не установлены другие требования.
3.2. Волнистость, коробоватость и прогиб определяют по наибольшему значению ∆ между плоской поверхностью и нижней поверхностью металлопродукции или между верхней поверхностью и прилегающей плоскостью или прямой, параллельной плоской поверхности.
Измерения проводят одним из способов:
1) с помощью приложенной к торцу металлопродукции в вертикальном положении измерительной линейки, штангенглубиномера или щупа (черт. 1 и 2);
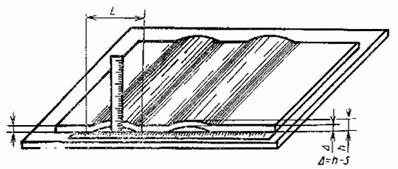
Черт. 1
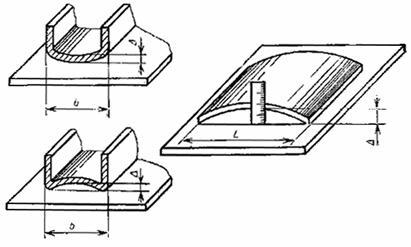
Черт. 2
2) с помощью прилегающей к верхней поверхности жесткой стальной линейки и измерительной линейки, расположенной вертикально (черт. 3);
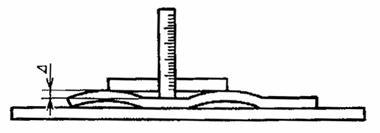
Черт. 3
3) с помощью прилегающей к верхней поверхности натянутой стальной струны и измерительной линейки, расположенной вертикально (черт. 4);
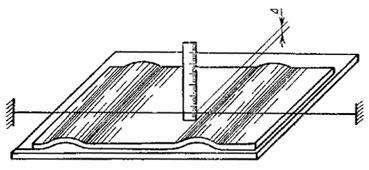
Черт. 4
4) индикатором, укрепленным на кронштейне и перемещающимся параллельно плоскости расположения металлопродукции.
Волнистость, коробоватость и прогиб выражаются в миллиметрах или процентах на нормируемую длину.
Длина волны выражается в миллиметрах.
